
PFMEA(过程失效模式及影响分析)的开发绝非孤立的文档编写,而是一项基于明确输入、清晰流程、充分数据和组织保障的系统性风险分析工作。其核心前提是:先把 “过程本身” 搞清楚,再配备分析所需的资源、信息和团队。具体可分为四大核心前提,缺一不可:
一、明确分析对象与范围:锁定 “要分析哪个过程”
PFMEA 的分析对象是具体的制造 / 装配过程,因此第一步必须清晰界定分析的边界和核心对象,避免无的放矢。
确定产品与过程的关联范围
- 明确目标产品 / 部件的版本:需基于最终的设计图纸、BOM 清单(物料清单),确保分析的过程与当前量产 / 试产的产品状态一致(避免用旧版图纸分析新版过程)。
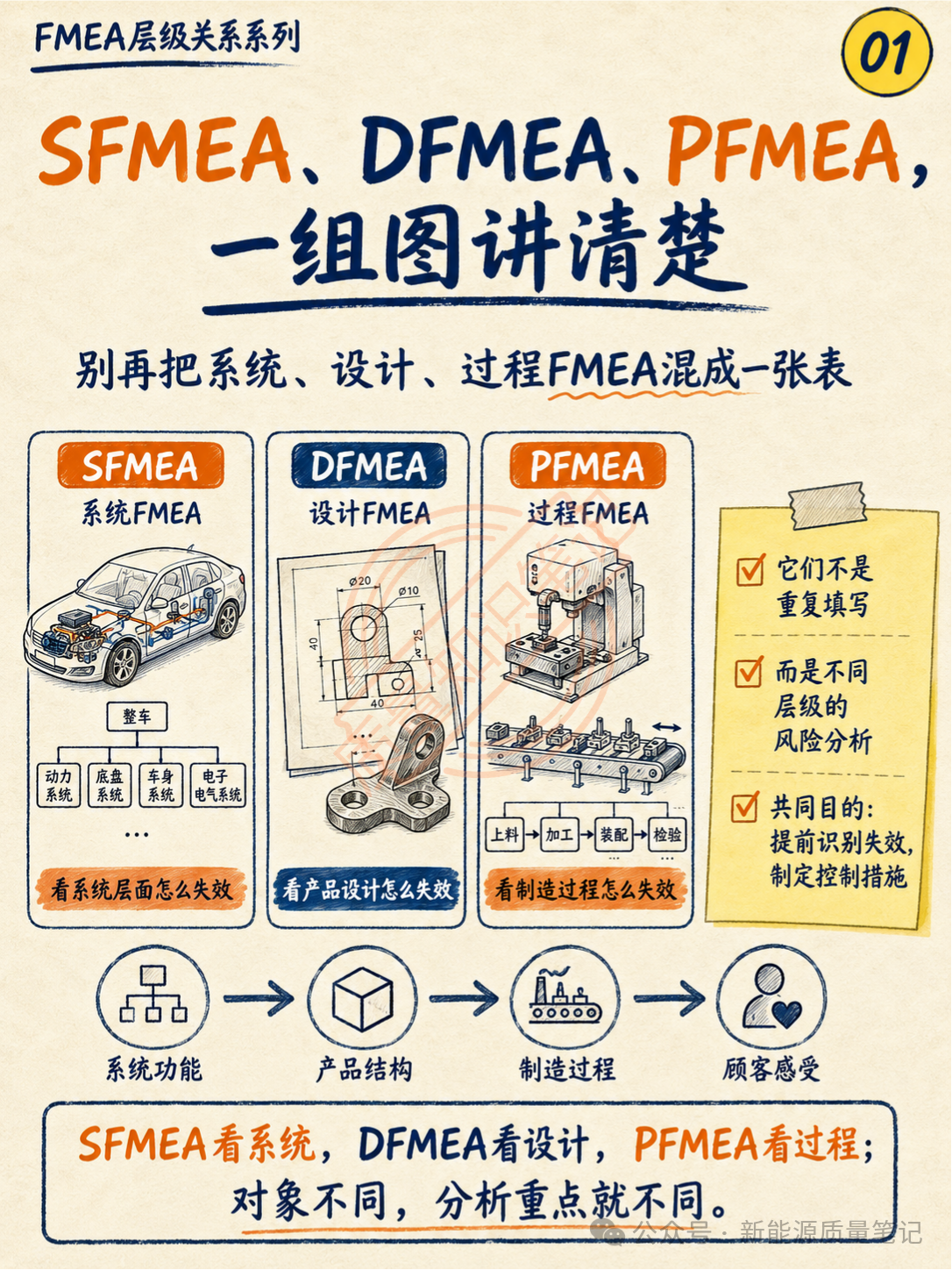
- 关联DFMEA(设计 FMEA)的输出:DFMEA 识别的 “设计特性相关潜在失效”(如零件尺寸公差、材料强度要求),是 PFMEA 的核心关注点 —— 过程需通过控制来规避这些设计层面的风险;同时 DFMEA 的严重度(S)评估可作为 PFMEA 严重度评分的重要参考。
- 界定过程边界:明确分析的起点和终点(例如:“发动机缸盖装配过程” 从缸盖上线到装配完成下线,不含后续的检测入库),避免遗漏关键工序或过度延伸至非相关过程。
- 完成核心输入文件:过程流程图(PFD)+ 过程步骤表PFD 是 PFMEA 的直接依据,没有清晰的流程图,PFMEA 就是 “空中楼阁”。
- 过程流程图(PFD):需完整展示工序的先后顺序,包括核心工序(如焊接、拧紧、冲压)、辅助工序(如清洁、转运、涂胶)、返工 / 返修工序、检验工序;标注各工序的输入 / 输出物料、使用的设备 / 工装 / 夹具、关键的工艺参数(如扭矩、温度、压力)。
- 过程步骤详细说明:对 PFD 中的每个工序进行拆解,明确 “5W1H”:
- 做什么(What):工序的核心任务;
- 谁来做(Who):操作人员的资质要求;
- 用什么做(Which):设备、工装、工具的型号和能力;
- 怎么做(How):操作方法和标准作业指导书(SOP);
- 为什么这么做(Why):对应的产品特性要求。
二、识别关键特性:明确 “过程需要保护什么”
PFMEA 的核心目标是保护产品的关键特性不被过程失效影响,因此必须提前识别需重点管控的特性,避免分析时 “眉毛胡子一把抓”。
- 提取关键产品特性(KPC)基于产品图纸、技术规范、客户特殊要求(CSR),识别影响产品功能、安全性、可靠性、合规性的特性,例如:
- 安全相关:汽车刹车盘的厚度公差、螺栓拧紧扭矩;
- 功能相关:电机转子的动平衡精度、密封件的压缩量;
- 合规相关:食品包装的密封强度、电子元件的耐温性。
- 推导关键过程特性(KCC)关键过程特性是直接影响关键产品特性的过程参数,是过程控制的核心。例如:
- KPC(螺栓预紧力)→ KCC(拧紧扭矩、拧紧角度、拧紧转速);
- KPC(焊接强度)→ KCC(焊接电流、焊接时间、电极压力)。这些 KPC/KCC 是 PFMEA 中 “失效模式、失效原因、控制措施” 分析的核心载体。
三、收集充分的基础数据:确保 “分析有依据,不是拍脑袋”
PFMEA 是基于数据和经验的前瞻性分析,而非主观臆断,需提前收集三类核心信息:
- 产品设计类输入
- 设计图纸、技术规范书、材料清单(BOM);
- DFMEA 报告(重点关注设计端的薄弱环节,过程需针对性控制);
- 客户特殊要求(如主机厂的工艺标准、行业强制标准)。
- 历史经验与失效数据类输入
- 同类产品 / 工序的过往失效案例:不良品记录、返工返修数据、客户投诉报告、售后故障分析;
- 试生产 / 小批量生产的工艺验证数据:过程能力(CPK/PPK)分析、工艺参数调试记录、失效模式统计;
- 行业数据库或标杆案例:如 AIAG-VDA FMEA 手册中的典型过程失效模式、行业内的通用控制方法。
- 过程资源与约束类输入
- 设备 / 工装能力数据:如拧紧轴的扭矩精度、机床的加工公差、检测设备的测量分辨率(直接影响 “探测度 D” 的评估);
- 人员资质信息:操作人员的培训记录、技能等级、上岗认证情况(影响 “频度 O” 的评估);
- 环境约束条件:生产环境的温度、湿度、洁净度、静电防护要求(如电子装配车间的 ESD 管控对焊接失效的影响)。
四、组织与职责保障:明确 “谁来做,怎么做”
PFMEA 是跨部门协同的结果,绝非质量部门的 “独角戏”,组织保障是确保 PFMEA 落地的关键:
- 组建跨职能团队(CFT)团队成员必须覆盖过程的全价值链,确保分析视角全面,一般包括:
- 牵头人:质量工程师(负责 PFMEA 的组织、协调和文档编制);
- 核心成员:工艺工程师(熟悉过程流程和参数)、生产班组长(掌握现场实操经验)、设备工程师(了解设备能力局限);
- 支持成员:设计工程师(对接 DFMEA 和产品特性)、采购工程师(了解供应商物料特性)、售后工程师(提供客户反馈)。
- 明确团队职责与工作规则
- 确定分析进度计划:明确 PFD 编制、失效分析、措施制定、评审发布的时间节点;
- 制定评分标准:提前统一严重度(S)、频度(O)、探测度(D)的评分准则(需结合企业实际,而非照搬手册);
- 明确评审与更新机制:规定 PFMEA 的评审频次(如工艺变更、产品升级、出现新失效时必须评审),确保其动态更新。